1. Introduction
In the rapidly evolving world of electronics, design decisions that were once considered superficial are now gaining strategic importance. Among these, PCB color selection—often viewed merely as an aesthetic choice—is increasingly recognized as a factor that subtly influences functionality, user perception, manufacturing efficiency, and even brand identity. This article explores the diverse aspects of color selection in printed circuit boards and presents a comprehensive guide to mastering this often-overlooked component of electronic design.
At first glance, the color of a PCB may seem inconsequential. After all, electronic circuits are usually hidden beneath enclosures, and it’s the electrical performance that truly matters. However, with the rise of open-source hardware, consumer-facing electronics, and the growing trend toward transparent or stylized casing, the appearance of a PCB can no longer be ignored. Furthermore, color has practical implications in manufacturing processes, visual inspection, thermal behavior, and long-term usability. Therefore, mastering the PCB color selection process is a multifaceted skill that blends engineering, visual design, production logistics, and customer engagement.
Understanding why a particular color is used in specific contexts, or how it might influence inspection clarity, thermal dissipation, or the perception of a product’s quality, requires deeper insight than simply choosing between green and black. While green has historically been the default due to manufacturing maturity and cost-effectiveness, other colors like red, blue, white, black, and even purple are gaining popularity for both functional and branding reasons. Choosing wisely can yield advantages in troubleshooting, differentiation, and even intellectual property security.
From the perspective of electrical engineers, industrial designers, procurement managers, and quality assurance teams, each stakeholder views PCB color through a different lens. Engineers may prioritize visibility for soldering and repair, while designers might emphasize aesthetic appeal. Manufacturers may have preferences based on chemical resistance or processing stability. The result is a complex decision that demands collaboration and informed trade-offs.
This article aims to serve as a deep dive into the world of PCB color by dissecting its historical origins, functional roles, technical consequences, and emotional impact. We will explore the physical composition of solder masks and silkscreens that determine the visible color, discuss the thermal and reflective properties of different hues, and analyze how color affects visual inspection. Additionally, we’ll examine real-world case studies, current trends, and future developments that suggest the color of PCBs is about much more than appearance.
By the end of this article, readers should be equipped not only with knowledge of how different colors function in various scenarios but also with the confidence to make deliberate and strategic decisions in PCB color selection. Mastering this process is not merely about choosing what looks good—it’s about aligning technical, visual, and brand-related goals to support the overall integrity and marketability of your product.
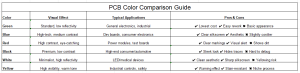
PCB Color Selection
2. The History and Evolution of PCB Color
The journey of PCB color began long before designers and engineers started considering color as a decision-making factor. In the early days of electronics, the color of a printed circuit board was largely incidental—a byproduct of the materials and chemicals used during manufacturing. Over time, however, technological advancements, industry trends, and aesthetic considerations transformed PCB color from an overlooked detail into a functional and strategic element of electronic design.
2.1 The Origin: Green as the Default PCB Color
For decades, green has been the dominant color in the PCB industry. This standardization dates back to the post-World War II era, when military and telecommunications applications began requiring large-scale production of reliable circuit boards. The green solder mask emerged primarily from the use of epoxy resins combined with hardeners and additives that happened to produce a dark olive or forest green finish. This wasn’t a deliberate design choice, but rather a chemical inevitability.
Beyond tradition, green offered clear advantages. It provided high contrast against white silkscreen markings and copper traces, making it easier for engineers and technicians to inspect and repair circuits. The formulation of green solder masks also matured earlier than other colors, becoming more reliable, durable, and cost-effective. As a result, green became the industry default.
2.2 The Rise of Alternative PCB Colors
With the expansion of consumer electronics in the late 20th century, the need for differentiation and branding led to increased experimentation with PCB color. As companies began to showcase PCBs in transparent casings or through marketing imagery, the demand for non-green boards grew. Manufacturers started offering red, blue, black, white, yellow, and even purple options.
Each new color required customized formulations of solder mask ink and adjustments in curing processes. These alternative colors often came with trade-offs—such as reduced visibility for inspection or altered thermal behavior—but they also offered new ways to visually represent product quality, target different user bases, or distinguish between product lines.
2.3 Functional Evolution of PCB Color
In parallel with aesthetic diversification, technical needs drove additional evolution in PCB color. For example:
-
White PCBs gained popularity in LED lighting and display systems because they reflect more light, enhancing brightness.
-
Black PCBs, though sleek and modern in appearance, tend to absorb more heat and can make defect detection more difficult during inspection.
-
Blue and red PCBs were often used in hobbyist and educational kits to separate different modules visually.
Eventually, the industry began to correlate certain colors with specific performance characteristics or product types. This informal standardization created a psychological association: white for lighting, green for general use, black for premium aesthetics, and so on.
2.4 Impact of Manufacturing Processes on PCB Color Choices
As PCB production scaled up and became more automated, the reliability of different solder mask colors became more consistent. Improved photolithographic techniques allowed for precise application of even challenging colors. Moreover, the development of color-stable inks made long-term durability and resistance to yellowing more feasible.
However, some differences persist. Certain colors, such as black or red, may have slightly different dielectric properties due to pigment additives. This continues to influence high-frequency and high-speed circuit designs, where even minor variations in material behavior can impact performance.
2.5 Today’s Market: A Palette of Strategic Choices
In today’s market, the selection of PCB color is no longer just a matter of habit or availability. It’s a multifactorial decision based on technical requirements, visual branding, inspection needs, and production considerations. Large companies often develop their own internal color guidelines based on the function and market segment of each product.
For example, a company may use:
-
Green for industrial or utility devices,
-
Black for premium consumer electronics,
-
White for smart lighting systems,
-
Blue or purple for educational kits or custom maker hardware.
The evolution of PCB color reflects broader trends in electronics: customization, miniaturization, user-centric design, and increased integration of form with function.
2.6 Reflecting on the Evolution
Understanding this evolution is essential for designers and engineers who want to make informed decisions. While the fundamental purpose of a PCB remains the same—connecting and supporting electronic components—color has grown into a tool that communicates purpose, quality, and identity. Choosing a PCB color today means navigating a rich historical context and leveraging a palette shaped by decades of experimentation, technological progress, and creative exploration.
3. Understanding the Role of PCB Color in Manufacturing
While aesthetics may often guide first impressions, the significance of PCB color in the manufacturing process is deeply rooted in function and performance. Color affects far more than just how a board looks—it plays an active role in how the board is produced, inspected, and maintained. To fully master PCB color selection, it’s essential to understand how different hues interact with the demands of fabrication, soldering, testing, and assembly.
3.1 Solder Mask Chemistry and Its Influence on PCB Color
At the core of PCB color lies the solder mask—a protective coating applied over the copper traces of a printed circuit board. This mask insulates the circuitry, prevents oxidation, and ensures that solder only adheres to designated pads. The color of a PCB is derived from the pigment additives in the solder mask resin.
Different colors may require slightly different chemical compositions, which can influence the final mask’s viscosity, thermal properties, and curing behavior. For example:
-
Green solder mask has the most refined chemistry, offering consistent performance across a range of temperatures and environments.
-
Black and red solder masks may absorb more heat, making temperature-sensitive processes like reflow soldering more challenging.
-
White solder masks, used frequently in LED applications, tend to have a thicker consistency, requiring adjusted process parameters.
Manufacturers must calibrate their equipment and materials based on the selected PCB color, especially if the mask color is not standard.
3.2 PCB Color and Optical Inspection
Visual and automated inspection are integral steps in PCB manufacturing. High-contrast colors help machines and technicians identify soldering defects, missing components, or broken traces. Here, PCB color can either assist or hinder the process.
-
Green offers optimal contrast between copper, silkscreen, and mask, which is ideal for Automated Optical Inspection (AOI) systems.
-
Black and dark blue boards can absorb light and reduce contrast, making defect detection more difficult.
-
White PCBs can reflect too much light, potentially creating glare during visual checks.
For manufacturers that rely heavily on visual inspection or AOI, selecting a PCB color that complements optical clarity is vital to maintaining high-quality standards.
3.3 Color Stability During High-Temperature Processes
The reflow process, wave soldering, and hot air leveling all expose PCBs to elevated temperatures. During these steps, some PCB color variants can darken, discolor, or degrade. For example:
-
Red solder masks may shift hue slightly after multiple heating cycles.
-
Black solder masks may hide thermal damage until functional testing reveals it.
-
Green solder masks tend to retain their hue and integrity best under heat stress.
This variation can impact traceability and quality control, especially in high-volume or high-reliability applications. Boards with compromised solder mask layers may suffer long-term issues, such as delamination or reduced insulation.
3.4 Influence of PCB Color on Solder Joint Quality
Although color itself doesn’t directly affect electrical conductivity, it can influence how solder behaves during assembly. For instance:
-
White and black masks may have slightly different surface energies, which could cause solder to flow unevenly.
-
Green and blue masks tend to support uniform solder joints and minimal residue buildup.
In some advanced manufacturing lines, manufacturers use cameras and sensors to monitor solder joint quality in real time. A less-than-optimal PCB color might hinder these systems’ accuracy, requiring costly recalibration or more manual inspection.
3.5 Cleaning, Coating, and Rework Considerations Based on PCB Color
After assembly, PCBs often go through cleaning or receive conformal coatings for protection against moisture, dust, and chemicals. PCB color plays a subtle yet real role in this phase:
-
On white or blue boards, flux residues are more visible, making cleaning verification easier.
-
On black or red boards, identifying residue or incomplete coating is more difficult, potentially impacting reliability.
Additionally, if rework is required later, boards with higher contrast (such as green with white silkscreen) make it easier to locate components and traces. This ease of repair lowers total lifecycle costs and enhances field serviceability.
3.6 Standardization and Supply Chain Considerations
From a production planning perspective, using non-standard PCB colors can introduce complexity in sourcing, inventory, and supplier management:
-
Manufacturers may need to order custom solder masks, resulting in longer lead times.
-
Some fabrication houses charge premiums for non-green boards due to additional setup and process control requirements.
-
Batch-to-batch color consistency can be harder to achieve with certain pigments, leading to visual inconsistencies across product lots.
Understanding these logistical nuances helps companies balance branding or aesthetic goals with manufacturing practicality.
Conclusion of Part 3
Manufacturing success begins with design choices, and PCB color is one such choice with wide-reaching implications. From solder mask chemistry to inspection ease and rework efficiency, color interacts with nearly every phase of the production pipeline. By selecting colors that align with the capabilities and constraints of the fabrication process, engineers and product teams can improve quality, reduce costs, and shorten time to market—all while maintaining the desired visual identity.
4. PCB Color and Its Impact on Functionality
While aesthetic and manufacturing factors often dominate conversations about solder mask color, it’s equally important to understand how PCB color choices can influence circuit board functionality. From signal clarity to heat management and electromagnetic behavior, the physical characteristics associated with different colors may have measurable, albeit subtle, effects on operational performance—especially in precision-driven or extreme-use environments.
4.1 PCB Color and Light Reflectivity in Optical Applications
In optoelectronic applications—such as LED lighting, display backplanes, and optical sensors—the PCB color significantly impacts light reflection and absorption. For instance:
-
White solder masks are ideal for LED boards because they reflect light effectively, enhancing luminous efficiency.
-
Black solder masks absorb more light, making them suitable for light-sensitive or anti-glare applications such as camera modules.
-
Green and blue variants offer a balance between visibility and light interaction, sometimes used in consumer electronics with moderate display integration.
Selecting an appropriate PCB color ensures that the board functions as intended within the photonic system. Inaccurate color selection may lead to poor optical efficiency, brightness inconsistencies, or imaging artifacts.
4.2 PCB Color and Thermal Behavior in Heat Management
Although the color of a solder mask does not drastically change the thermal conductivity of a PCB, it does influence how the surface radiates and absorbs heat. Specifically:
-
Darker PCB colors (black, dark blue) absorb more infrared radiation, causing slightly higher surface temperatures under intense light or in high-power systems.
-
Lighter colors, especially white or yellow, tend to reflect more thermal radiation and stay marginally cooler under the same conditions.
In high-frequency or high-wattage applications—like RF transmitters or motor drivers—this small difference in thermal behavior can compound over time. Engineers optimizing for thermal resilience should factor in how PCB color affects localized surface heat retention.
4.3 PCB Color and Signal Integrity in High-Speed Circuits
Signal integrity is a critical concern in high-speed digital and analog circuits. While PCB color itself does not directly alter impedance or propagation delay, it can indicate different formulations of solder mask materials, which may vary slightly in dielectric properties.
-
Green masks are generally the most refined and consistent, contributing to stable dielectric constants across batches.
-
Alternative colors may introduce greater variability in mask thickness or uniformity, affecting impedance control when used on narrow differential pairs or impedance-critical traces.
In tightly specified designs like DDR memory interfaces or high-speed SerDes lanes, even minor inconsistencies can be problematic. Engineers may prefer conventional PCB colors to reduce dielectric variability risks.
4.4 PCB Color and Moisture Resistance in Harsh Environments
Boards exposed to high humidity or moisture-prone settings—such as automotive under-hood modules or marine electronics—must resist water ingress. While conformal coatings provide primary protection, PCB color can signal different mask chemistries with varying porosity.
-
Green solder masks typically offer superior barrier performance due to their long development history and mature formulations.
-
White masks may be thicker but sometimes less dense, depending on the pigment and resin mix, leading to potential water absorption over time.
In safety-critical systems where corrosion resistance and long-term durability are non-negotiable, selecting a well-tested PCB color formulation is a functional consideration, not merely an aesthetic one.
4.5 PCB Color and ESD/EMI Characteristics
Electrostatic discharge (ESD) and electromagnetic interference (EMI) are core concerns in compact, high-speed electronics. Although PCB color alone does not determine a board’s ability to resist or emit EMI, certain pigments and resins may influence surface resistivity and charge distribution slightly.
-
Some specialty PCB colors integrate anti-static additives or are used in conjunction with coatings that alter charge dissipation.
-
Black solder masks may have lower surface reflectivity, which could indirectly impact EMI radiation characteristics in RF-shielded designs.
In environments where EMI compliance is critical—like aerospace, defense, or medical applications—engineers must consider not just board layout and shielding, but also the subtle influences of PCB color and its associated material properties.
4.6 PCB Color and Electrical Insulation Properties
A solder mask serves primarily as an insulator. As such, its dielectric strength, thickness, and adhesion contribute to preventing electrical shorts and arc-over. Different PCB colors may exhibit slight variations in these parameters due to resin and pigment differences.
-
Green and blue masks generally show excellent insulation values with consistent processability.
-
Red and yellow variants may vary more in dielectric strength across different suppliers.
-
White solder masks, though thicker, may exhibit lower adhesion if improperly cured.
For multilayer or high-voltage applications, where insulation reliability is paramount, PCB color selection should consider not just appearance but electrical performance characteristics as well.
5. PCB Color Considerations in Specialized Applications
As PCB technologies evolve and are adopted in an increasingly wide array of fields, the requirements for solder mask properties—functionality, appearance, durability, and compatibility—grow more complex. The relevance of PCB color in these niche applications may be underestimated, yet in many industries, it plays a meaningful role in performance, compliance, and usability.
5.1 PCB Color in Medical Device Electronics
Medical electronics, especially implantable and diagnostic equipment, demand high reliability, biocompatibility, and precise visual inspection capabilities. PCB color selection must align with both aesthetic and functional needs:
-
White solder masks are favored in diagnostic imaging systems and wearable devices for their clean appearance and enhanced light reflectivity, aiding optical sensors.
-
Green or blue variants are often used in internal diagnostic equipment, offering mature process control and excellent contrast for manual or automated inspection.
Regulatory compliance is also a factor. Some medical standards require traceability of materials, including solder masks, so choosing a stable and well-documented PCB color formulation is vital.
5.2 PCB Color in Aerospace and Defense Systems
In aerospace and defense, circuit boards are often subject to extreme temperatures, vibration, radiation, and long lifespans. PCB color choices reflect not just aesthetics but also resilience, material pedigree, and ease of inspection.
-
Green masks are typically preferred due to their long-established consistency and favorable high-altitude performance.
-
Black or dark blue colors may be used when stealth or light suppression is necessary, though their thermal absorption characteristics must be carefully managed.
Given the critical nature of aerospace applications, any deviation from standard PCB color formulations must be rigorously tested and validated.
5.3 PCB Color for Automotive Electronics
Automotive PCBs are expected to function in wide temperature ranges, endure continuous mechanical stress, and resist moisture, chemicals, and electromagnetic noise. PCB color selection can assist in managing thermal loads and facilitating visual inspections on manufacturing lines:
-
Green and blue solder masks offer reliability and visibility, supporting automated optical inspection (AOI) tools.
-
Black solder masks are often chosen for dashboard or infotainment systems to match product aesthetics, but require stricter process control to avoid visual defects going unnoticed.
In electric vehicles (EVs), where power electronics operate under high current and temperature conditions, PCB color also contributes marginally to heat management and thermal design clarity.
5.4 PCB Color in Consumer Electronics and Wearables
Consumer electronics prioritize appearance alongside performance. In smartphones, wearables, and personal gadgets, the outward-facing color of the PCB is often a product decision.
-
Black and white solder masks dominate modern consumer designs for their sleek, modern visual appeal.
-
Red, yellow, and blue options are sometimes used for brand differentiation or to indicate functional layers in multi-board systems.
Functionally, the PCB color must not interfere with cameras, LEDs, or wireless modules embedded in these compact systems. It should also enable efficient inspection and soldering during high-speed manufacturing.
5.5 PCB Color in Renewable Energy and Power Systems
Renewable energy systems such as solar inverters, battery storage units, and wind turbine controllers operate in high-voltage, high-temperature conditions. In these applications, PCB color can be a secondary indicator of board type or function:
-
Green solder masks continue to dominate for their reliability and favorable dielectric performance.
-
Some manufacturers adopt color-coding schemes—e.g., red for power boards, blue for communication modules—to simplify maintenance and reduce connection errors.
Here, PCB color decisions are as much about system-level organization as about performance. It supports serviceability and aids in visual diagnostics.
5.6 PCB Color for Educational and Prototype Boards
In educational kits and open-source hardware, visual differentiation, clarity, and branding are key. PCB color is often used creatively to reflect identity, functionality, or to aid beginners in learning:
-
Bright colors like yellow, purple, or orange are popular in Arduino-style boards and STEM education platforms.
-
The color can indicate board function, version, or intended audience—making the learning curve easier for novices.
In this context, PCB color becomes both an educational tool and a marketing element. However, it must still meet minimum requirements for print contrast, trace clarity, and compatibility with hobby-grade manufacturing methods.
6. PCB Color Selection and Manufacturing Process Compatibility
The choice of solder mask color is not solely driven by aesthetic or branding preferences. In reality, the compatibility of PCB color with various manufacturing processes plays a critical role in determining the overall efficiency, cost-effectiveness, and reliability of the printed circuit board. This section explores the interplay between color selection and core manufacturing steps such as imaging, soldering, inspection, and curing.
6.1 PCB Color Impact on Photolithography and Imaging
Photolithography is a foundational step in PCB fabrication, involving UV light exposure through a photoresist to define circuit patterns. Different PCB color pigments influence light absorption and scattering, affecting exposure consistency:
-
Green solder masks typically offer ideal transparency and contrast for UV imaging systems, leading to precise pattern definition.
-
Darker colors such as black or blue may absorb more light, necessitating exposure time adjustments and potentially reducing process latitude.
-
White masks, while reflective, may introduce glare and reduce resolution under some imaging setups.
Manufacturers must calibrate exposure systems specifically for each PCB color, as pigment composition can interfere with the predictability of the photolithographic process.
6.2 PCB Color and Solder Paste Application
Solder paste printing is sensitive to both stencil quality and board surface visibility. The PCB color can enhance or hinder this visibility:
-
Green and blue masks allow high contrast with the grayish tone of solder paste, enabling more accurate paste inspection and reducing false rejects in SPI (Solder Paste Inspection).
-
Black masks, due to low contrast with solder paste, can complicate visual checks and require enhanced AOI algorithms.
-
Matte finishes—sometimes linked to certain PCB color choices—may further improve paste definition compared to glossy finishes.
Ensuring that the chosen PCB color complements solder paste inspection tools helps minimize manufacturing defects early in the process.
6.3 PCB Color Considerations in Reflow and Wave Soldering
Temperature uniformity and wetting behavior during soldering are subtly influenced by the PCB color through its thermal absorption characteristics:
-
Darker colors like black and red tend to absorb more heat, which can cause slight variances in reflow temperature distribution, especially on large or densely populated boards.
-
This can affect solder joint integrity if thermal profiles are not adequately adjusted.
-
Green and blue solder masks, being lighter and more thermally stable, offer more consistent performance across a wide range of reflow ovens and wave solder systems.
It’s critical to validate the thermal behavior of any new PCB color under real-world soldering conditions to avoid latent failures.
6.4 PCB Color Influence on AOI and Manual Inspection
Automated Optical Inspection (AOI) is a key quality control step in modern PCB manufacturing. Its effectiveness depends heavily on contrast between the board background and the features being inspected. The PCB color has a direct impact here:
-
Green solder mask remains the industry standard due to optimal contrast and camera calibration history.
-
White masks can reflect too much light, causing blooming or halo effects.
-
Black or red solder masks may reduce visibility of fine traces, leading to missed defects.
For manual inspection, operators often prefer PCB color choices that reduce eye strain and highlight solder joints or component leads. Lighter colors with matte finishes often deliver better results.
6.5 PCB Color and Final Curing Techniques
Curing ensures that the solder mask properly adheres and hardens. Some PCB color formulations respond differently to UV or thermal curing:
-
UV curing systems must consider the pigment’s transparency; green and blue colors generally allow sufficient light penetration for proper curing.
-
Black and red masks may require longer UV exposure times or hybrid UV/thermal curing to ensure complete polymerization.
-
Under-curing due to incompatible PCB color can lead to flaking, poor adhesion, or electrical failure under stress.
Consistent documentation of the color’s curing profile is essential when changing or introducing new colors into a production line.
6.6 PCB Color and Cleanroom/ESD Compliance
In high-reliability environments like aerospace, military, and medical sectors, manufacturing often takes place in cleanrooms or under ESD (Electrostatic Discharge) controls. The PCB color can affect compliance in two ways:
-
Dark colors, especially black, may be more prone to static buildup if the solder mask chemistry is not properly formulated.
-
Cleanroom standards sometimes favor light-colored PCBs to more easily detect foreign material or contamination.
Thus, manufacturers must ensure that the chosen PCB color not only fits aesthetic and technical profiles, but also adheres to the environmental constraints of the manufacturing facility.
7. PCB Color Selection for Branding and Product Identity
Beyond the functional and manufacturing aspects, color selection in printed circuit boards serves a pivotal role in reinforcing a company’s brand, creating visual consistency across products, and even shaping user perception. This section explores how PCB color decisions can contribute to product identity and strategic brand positioning.
7.1 PCB Color as a Visual Signature of the Brand
Just like the external casing or user interface of a device, the internal circuit board can also reflect a brand’s identity. A consistent PCB color across a company’s product lines can:
-
Act as a subtle but effective visual trademark.
-
Reinforce company aesthetics, especially in transparent or open-design products (e.g., certain consumer electronics or educational kits).
-
Convey a sense of care and customization in engineering, which can impress clients and partners during teardown analysis or reverse engineering.
For example, companies like Apple, Tesla, and Google have been observed to standardize or vary their board colors across generations to match evolving visual themes.
7.2 Strategic Use of PCB Color for Product Differentiation
When a manufacturer produces multiple product families or versions of a device, selecting different PCB colors can simplify internal differentiation:
-
Development vs. production boards may use distinct colors to prevent misplacement.
-
Higher-grade versions (e.g., Pro or Industrial editions) can adopt exclusive PCB color schemes to signal enhanced performance or reliability.
-
Demo units, prototypes, or limited-edition models often employ vibrant or non-standard colors to catch attention and suggest exclusivity.
In this way, color transcends aesthetic appeal and becomes a tool for internal logistics, marketing, and communication.
7.3 Aligning PCB Color with Target Market Expectations
Consumers in different industries or regions may associate certain colors with quality, performance, or innovation. Understanding these perceptions allows companies to align PCB color choices with customer psychology:
-
Green is widely accepted as standard and dependable.
-
Black often conveys professionalism and high performance, making it common in gaming, military, or premium devices.
-
White suggests modernity and cleanliness, favored in medical, lifestyle, or Apple-inspired electronics.
-
Blue and red can suggest innovation and boldness, often used in development kits or tech-centric products.
Matching PCB color with user expectations strengthens brand consistency and enhances product appeal without altering core functions.
7.4 PCB Color Considerations in Marketing and Packaging
The internal appearance of electronics may be visible in promotional materials, teardown videos, or see-through casings. In such cases, the PCB color becomes a part of the product’s visual marketing narrative:
-
Companies like Raspberry Pi and Arduino use distinctive board colors to ensure recognizability in online media and educational content.
-
Clear-cased devices (such as routers, modems, or DIY kits) often benefit from deliberate PCB color selection that complements other internal elements like LEDs, battery holders, or heat sinks.
-
Photographs for manuals, product pages, or certification documents may include internal views, making visual consistency more important.
Design teams often coordinate PCB appearance with packaging and external design elements to ensure cohesive presentation.
7.5 The Role of PCB Color in User Experience and Trust
Although end users rarely see the internal circuit board, those who do—technicians, repair personnel, engineers—form impressions that can influence trust and confidence:
-
A clean, well-designed board in a clear and deliberate PCB color may signal quality engineering and attention to detail.
-
Conversely, arbitrary or inconsistent use of color may suggest low-cost production or insufficient oversight.
-
In fields like medical electronics or aerospace systems, color consistency may also support safety-related protocols during servicing.
Thus, color becomes a non-verbal form of communication—conveying trust, care, and technical proficiency to stakeholders.
8. PCB Color Selection for Specialized Applications
While general-purpose electronics often prioritize cost, manufacturability, and aesthetics in their circuit design, specialized applications introduce a different set of priorities—environmental resilience, industry standards, and technical precision. In such contexts, the selection of PCB color may be influenced by highly specific operational requirements or regulatory conditions.
8.1 PCB Color Selection for Aerospace and Defense Electronics
Aerospace and defense sectors place stringent demands on reliability, traceability, and environmental tolerance. Within these contexts, PCB color might not be merely aesthetic but functionally or procedurally relevant:
-
Green and black PCBs dominate due to their proven thermal performance and low reflectivity, which can be crucial in light-sensitive equipment.
-
Unique PCB color tones may be specified to differentiate classified systems or to conform to military color-coding standards.
-
Optical inspection and automated test systems used in military manufacturing lines may be calibrated for specific background contrasts, influencing color selection.
Designers in these industries must consider whether non-standard colors could interfere with quality assurance protocols or traceability systems.
8.2 PCB Color Selection in Medical Devices
Medical electronics must conform to strict safety and sterility standards. Although internal boards are typically hidden, there are practical considerations for PCB color selection in medical devices:
-
White or light-colored PCBs are sometimes preferred due to their association with cleanliness and the ability to easily spot contaminants, residue, or soldering defects during assembly.
-
When boards are exposed in transparent casings (as in some portable diagnostic tools), the PCB color becomes part of the sterile and professional appearance expected in clinical settings.
-
Some medical device manufacturers align board color with other components for a unified brand experience.
Importantly, these decisions must also consider compliance with FDA or CE design requirements and any related inspection constraints.
8.3 PCB Color Selection for Automotive Electronics
In automotive systems—especially in electric vehicles and advanced driver-assistance systems (ADAS)—PCBs face high temperature ranges, vibration, and electromagnetic interference. Color considerations must align with robustness and maintenance needs:
-
Green remains common due to its reliable thermal and chemical resistance, though some manufacturers shift to black or blue for modules associated with premium models or tech-focused components.
-
Certain PCB color choices can help with line-of-sight testing, error proofing, or quick identification in production or service environments.
-
PCB contrast is important in high-speed SMT inspection processes used in the automotive industry.
In this industry, any change in color scheme must be validated under harsh lifecycle testing protocols to ensure no negative side effects.
8.4 PCB Color Selection for Wearable and Consumer IoT Devices
Wearables, smart appliances, and IoT devices often showcase internal design as part of the product appeal. In such applications, PCB color selection serves marketing and user-experience purposes:
-
Black, white, and custom colors (like pink, gold, or silver) may be used to align with a fashion or lifestyle aesthetic.
-
Color coding can help manufacturers and consumers identify the function of modules in DIY or repairable IoT kits.
-
Transparent enclosures, like those found in smartwatches or fitness trackers, make PCB color a visible and sometimes interactive design element.
In these cases, form can be as important as function, but manufacturability must remain a priority to avoid yield issues.
8.5 PCB Color Selection in High-Frequency and RF Applications
In high-speed digital or RF designs (e.g., 5G antennas, satellite communications, or GHz transceivers), the choice of PCB color is indirectly affected by substrate type:
-
Boards using PTFE or ceramic-filled materials may only be available in white or natural colors due to the nature of the laminate.
-
Visual inspection of trace spacing and grounding patterns can be easier with certain color contrasts.
-
Heat dissipation and reflectivity can also influence the preference for lighter or darker board tones.
Though the board’s electrical properties drive most design decisions, any associated PCB color implication must still be factored into inspection, assembly, and thermal modeling strategies.
9. PCB Color Selection and Environmental Impact
In the era of green electronics and sustainability-driven engineering, the environmental implications of every design decision are under scrutiny—including seemingly minor choices such as PCB color. While color selection may appear purely aesthetic, it can have subtle effects on waste, energy consumption, recycling, and even emissions during fabrication. This section explores how eco-conscious design principles intersect with board pigmentation.
9.1 PCB Color and Its Relationship with Material Composition
Every PCB color is derived from pigments and dyes added to the solder mask layer. These additives, while present in small quantities, can differ in environmental profile:
-
Green solder mask, being the industry standard, has undergone the most optimization for low-toxicity and environmentally friendly production.
-
Exotic pigments—used to create colors like purple, white, or yellow—may require more complex chemical processing or less commonly used compounds that have not been thoroughly studied for long-term environmental safety.
-
Some solder mask manufacturers are now offering eco-labeled options that minimize heavy metals, VOCs (volatile organic compounds), and hazardous substances.
Designers seeking sustainable choices should consider not only the visual appearance but also the full lifecycle of the color formulation being selected.
9.2 Impact of PCB Color on Energy Efficiency During Manufacturing
The thermal behavior of the solder mask layer, influenced by its pigmentation, may affect energy requirements during the curing stage:
-
Darker colors like black or blue tend to absorb more infrared radiation, potentially requiring slightly lower UV exposure times or curing temperatures.
-
Lighter colors, particularly white, can reflect UV energy more aggressively, occasionally resulting in longer or more energy-intensive curing processes.
-
In large-scale production environments, even small differences in energy use per board can accumulate into meaningful environmental impacts.
While the effect may be marginal, sustainability-conscious manufacturers may analyze energy usage trends across different PCB color profiles as part of broader optimization efforts.
9.3 PCB Color Selection and Recyclability Considerations
Recyclability of PCBs is a growing concern due to the volume of electronics entering e-waste streams. Although the bulk of recycling efforts target copper, fiberglass, and other bulk materials, PCB color can still play a minor role:
-
Certain dark pigments might interfere with optical sorting systems used in some e-waste recovery facilities.
-
Boards with uncommon or highly reflective colors may trigger misidentification during automated recycling, leading to increased manual sorting or landfill disposal.
-
A consistent PCB color across product lines can streamline recovery processes when devices are disassembled by type.
Though not the largest factor, color choice is one of many design-for-recycling considerations that can improve overall system sustainability.
9.4 Regulatory Standards Related to PCB Color Composition
Environmental regulations such as RoHS (Restriction of Hazardous Substances) and REACH (Registration, Evaluation, Authorization, and Restriction of Chemicals) in the European Union have pushed manufacturers to reformulate many solder mask compounds:
-
Pigments used in PCB color must now be free of banned substances such as cadmium, lead, or brominated flame retardants.
-
Certain bright or custom colors may have fewer compliant options, which can limit safe sourcing or increase costs.
-
Manufacturers are encouraged to request MSDS (Material Safety Data Sheets) and third-party certifications for solder mask materials, especially when dealing with non-standard PCB color profiles.
Complying with these environmental mandates is not just a legal obligation—it also contributes to brand reputation and product longevity in global markets.
9.5 Sustainable Alternatives and Innovations in PCB Color Manufacturing
As sustainability becomes an integrated part of engineering culture, innovations are emerging in how PCB color is achieved:
-
Water-based solder mask inks are being introduced to reduce solvent usage and emissions during processing.
-
Bio-based or biodegradable pigment carriers are under research, though not yet widely commercialized.
-
Some manufacturers are investigating the use of natural dyes or mineral-based pigments that have lower environmental footprints.
While most sustainable solutions are currently targeted at high-volume or eco-certified products, the lessons learned are likely to influence general market trends in the years ahead.
10. PCB Color Selection in Future Trends and Technological Evolution
As the field of electronics and printed circuit board (PCB) technology evolves, so too does the landscape of design considerations. PCB color selection, while often seen as a minor decision, can be impacted by broader trends in materials science, manufacturing processes, and consumer preferences. This section explores the future direction of PCB color selection, including how technological advancements may influence design choices and create new possibilities.
10.1 The Impact of Advanced Materials on PCB Color Selection
The development of advanced materials is a key driver in the future of PCB manufacturing. New materials not only improve performance but also open up new opportunities for PCB color selection:
-
Flexible PCBs, often used in wearable technology, are seeing increased adoption. The colors of flexible substrates may be more limited due to the properties of the materials themselves, but as flexible technology advances, the range of PCB color options may expand.
-
3D-printed PCBs are a futuristic innovation in PCB manufacturing. The ability to “print” boards in a variety of colors directly could dramatically change the way PCB color is integrated into designs.
-
Graphene-based PCBs are another emerging technology. These boards have different thermal and conductivity properties compared to traditional copper-based designs, which might require new approaches to color selection in order to accommodate the material’s unique characteristics.
As the industry moves toward more specialized materials, PCB color will evolve to meet both functional and aesthetic demands, providing designers with more versatile options.
10.2 PCB Color Selection and Consumer Personalization
Personalization is a growing trend in consumer electronics, and it’s beginning to influence PCB color choices. In the future, consumers may have greater influence over the color of the internal components of their devices, such as:
-
Customization in smartphones, laptops, and wearables, where users can choose the PCB color visible through transparent or semi-transparent casings.
-
E-commerce platforms might allow users to select from a variety of PCB color options, offering custom designs to suit personal taste, potentially creating a new revenue stream for manufacturers.
-
With the rise of modular designs and DIY electronics kits, consumers may choose PCB colors as part of the customization process, making it an integral part of the user experience.
As consumer interest in customization grows, PCB manufacturers may start offering a wider range of PCB color options to cater to demand.
10.3 Integration of PCB Color with Smart Manufacturing and Automation
Smart manufacturing is transforming the way products are designed, tested, and assembled. Automation, AI, and IoT-enabled devices are all part of this revolution, and PCB color selection could benefit from these technological advancements:
-
Automated inspection systems using AI and machine learning can be trained to recognize and classify PCB color in ways that were not possible before. These systems could even use PCB color as a quick way to identify different models or versions during the assembly process.
-
Robotics could also play a role in more complex PCB assembly tasks where color-based distinctions are necessary for sorting or handling different parts.
-
The future might see PCB color being dynamically chosen based on production parameters, batch requirements, or customer preferences, all controlled through a centralized system that optimizes material selection, including color.
This technological leap could make PCB color more integral to the manufacturing process, helping to streamline production and improve product traceability.
10.4 Environmental Innovations and Future PCB Color Selection
Sustainability will continue to shape the future of PCB color selection, with advancements in eco-friendly practices expected to influence this decision. The increased focus on reducing the environmental footprint of electronics manufacturing will likely lead to more sustainable PCB color options:
-
Advances in bio-based polymers and non-toxic dyes could make it easier for manufacturers to produce PCB color options that are environmentally friendly while maintaining performance standards.
-
Recyclability and disposal of electronic waste will continue to drive demand for more eco-conscious PCB color formulations. Manufacturers might start using fewer complex dyes or pigments that are difficult to recycle, opting for simpler, more sustainable alternatives.
-
As regulations such as RoHS and WEEE continue to evolve, PCB color choices will be influenced by compliance requirements for hazardous materials, pushing the industry toward safer, greener options.
As environmental responsibility becomes more integrated into manufacturing standards, PCB color selection will need to evolve to accommodate greener production practices and technologies.
10.5 The Role of Artificial Intelligence in PCB Color Trends
AI and machine learning are set to play a larger role in PCB design and manufacturing in the future. As these technologies mature, PCB color selection could benefit from advanced algorithms that predict trends, optimize color choices, and ensure color consistency across large-scale productions:
-
AI-driven design tools could suggest PCB color options that improve performance, manufacturing efficiency, or aesthetic appeal based on data-driven insights.
-
Machine learning could analyze previous PCB design and manufacturing cycles to recommend the best PCB color in terms of cost, durability, and consumer preference.
-
With the rise of generative design, AI might help designers explore new materials and colors that were previously overlooked, providing new opportunities for creative PCB color choices.
As AI becomes more integrated into PCB design, the selection of PCB color could shift from a static decision to a dynamic, intelligent process that is constantly optimized based on real-time data.
11. Summary and Final Thoughts on Mastering PCB Color Selection
In the world of printed circuit boards (PCBs), color selection is often a secondary consideration, overshadowed by technical specifications such as electrical performance and material durability. However, PCB color plays an important role in both the functional and aesthetic aspects of PCB design. In this final section, we will review the key points discussed throughout the article and reflect on the future of PCB color selection, emphasizing its relevance in modern PCB design.
11.1 Key Takeaways from the Importance of PCB Color
From the outset of our discussion, we have established that PCB color is not just a visual element but has practical implications throughout the design, manufacturing, and end-use stages. The key takeaways include:
-
Aesthetic Influence: The selection of PCB color contributes to the overall visual appeal of consumer electronics, influencing user perceptions and branding. Color can make a product stand out or blend in, and it plays a role in conveying quality, sophistication, and brand identity.
-
Material Compatibility: Different PCB color options are tied to specific solder mask materials and manufacturing processes. Manufacturers must choose colors that align with the performance characteristics of the PCB while ensuring that the color does not interfere with functionality.
-
Manufacturing Efficiency: Certain PCB color choices can impact the efficiency of manufacturing processes, especially during the curing and inspection stages. For example, darker colors may absorb more UV light, potentially reducing curing time, while reflective colors can cause longer curing times.
-
Environmental Considerations: As the electronics industry moves toward more sustainable practices, PCB color selection is also evolving. Colors that use non-toxic dyes, are easier to recycle, and meet environmental standards are gaining importance in the selection process.
11.2 Future Trends in PCB Color Selection
Looking ahead, the future of PCB color selection will be shaped by several key factors:
-
Advancements in Materials: As new materials such as flexible substrates, 3D-printed PCBs, and graphene-based materials come to the forefront, PCB color options will evolve to accommodate these technologies. These materials will allow for greater versatility and more innovative color choices in future designs.
-
Consumer Customization: Increasing consumer demand for personalization will drive greater options for PCB color selection, especially in the consumer electronics space. Custom colors for internal components could become a norm, offering brands a way to distinguish their products and enhance user experience.
-
Sustainability: With growing concerns over electronic waste and the environmental footprint of electronics manufacturing, sustainability will be a major driver in PCB-color selection. Manufacturers will increasingly opt for eco-friendly pigments and processes that reduce harmful emissions, enhance recyclability, and ensure compliance with environmental regulations.
-
Smart Manufacturing: Automation, AI, and the Internet of Things (IoT) will streamline the PCB manufacturing process, including color selection. AI-driven tools may offer intelligent recommendations based on data analysis, while automation will help optimize the use of PCB-color throughout the production cycle.
11.3 Mastering PCB Color Selection: Best Practices
To master PCB color selection, designers and manufacturers should adhere to best practices that balance aesthetics, functionality, and sustainability:
-
Understand the Role of Color in Your Design: Consider how PCB-color will impact the overall design, including its visibility, functionality, and user experience. Don’t just choose a color based on aesthetics—think about how it interacts with the materials, electrical components, and end users.
-
Choose Sustainable Options: Given the increasing focus on environmental impact, prioritize eco-friendly PCB-color options that align with sustainability goals. Look for suppliers that offer green-certified solder masks and pigments free of hazardous materials.
-
Optimize Manufacturing Processes: Work closely with manufacturers to understand how PCB-color choices will affect production efficiency. Color can impact curing times, inspection processes, and even the recycling potential of your boards.
-
Stay Informed About Technological Developments: As technology continues to evolve, so too will PCB-color selection. Stay up-to-date with the latest trends in materials science, manufacturing processes, and consumer demands to make informed decisions about color.
11.4 Final Thoughts on PCB Color in Modern Electronics
In conclusion, PCB-color may seem like a trivial decision, but it holds more significance than meets the eye. From aesthetic appeal and brand differentiation to manufacturing efficiency and environmental sustainability, the color of a PCB affects many aspects of its lifecycle. As the electronics industry continues to evolve, so will the importance of PCB-color in product design.
By understanding the factors that influence PCB-color selection and staying informed about future trends, manufacturers and designers can make better decisions that balance performance, aesthetics, and environmental responsibility. In a world where technology is increasingly interconnected, the smallest choices—like the color of a printed circuit board—can have a far-reaching impact on the success of a product.
Conclusion
Mastering PCB-color selection is not just about choosing the right hue for aesthetic reasons—it involves understanding the underlying principles of PCB design, manufacturing processes, and sustainability. By staying informed about technological advancements and aligning with eco-friendly practices, PCB designers and manufacturers can create products that not only meet the needs of today but are also prepared for the challenges of tomorrow.

- long board pcb
- Flexible PCBs
- Special PCB
- Express Printed Circuit Board
- Pcb Prototype
- LED PCB
- PCB
- Printed Circuit Board
- Pcb meaning
- Pcb manufacturer
- Rigid pcb board
- Rigid Flex PCB
 Quote
Quote
 E-mail
E-mail